
Circularity in Steel, Part 2: How to Make Steel with an Electric Arc Furnace (EAF)

As the world strives to meet lower carbon emissions targets, how does the steel industry innovate to continue to meet these goals? On a global scale, most steel is made with a traditional or integrated blast furnace-basic oxygen furnace process (BF-BOF) that relies primarily on extracted raw materials and fossil fuels. But there is another way to make steel with electric arc furnace (EAF) technology, a circular and more sustainable process that uses recycled scrap steel as the primary input and is powered by electricity to produce low-embodied carbon steel
How does the EAF process recycle materials into new steel, and why is it essential to the future of steel production? We will answer this as well as many other questions in this three-part Circularity in Steel series of articles.
Miss part 1? Learn about the history of the EAF here: Read Circularity in Steel Series: Part 1
How Does an Electric Arc Furnace Work?
EAF technology is critical for developing more sustainable steelmaking practices because it utilizes a circular, recycling-based steelmaking process. This process is significantly less carbon-intensive than traditional BF-BOF steelmaking. For example, Nucor’s EAF process produces on average less than one-third of the greenhouse gases (GHGs) compared to the global average for BF-BOF steelmaking.
The Steelmaking Process:
1. Melting at the Electric Arc Furnace (EAF)
The steelmaking process using an electric arc furnace (EAF) varies slightly depending on the product; however, the following example describes the process of producing hot rolled sheet coils with an EAF.
EAFs are powered by electricity and can be turned on or off as needed to melt a heat of steel (typically 130 to 180 tons) in less than 40 minutes. The furnaces can be powered on and off, as well as reach operational temperatures quickly, providing EAF producers efficiencies when it comes to maintenance and the ability to scale production based upon demand. In stark contrast, blast furnaces-basic oxygen furnaces (BF-BOFs) are powered by coking coal and natural gas, and the process of shutting down and starting up a BF-BOF can take days to months. As a result, once operational, a blast furnace continually operates for years at elevated temperatures due to the costs and inefficiencies of downtime.
To start the melting process in EAF steelmaking, the furnace roof opens and scrap steel (typically shredded or bundled from a variety of sources, including old cars, construction debris or industrial waste) is loaded into the EAF from a charge bucket using an overhead crane.
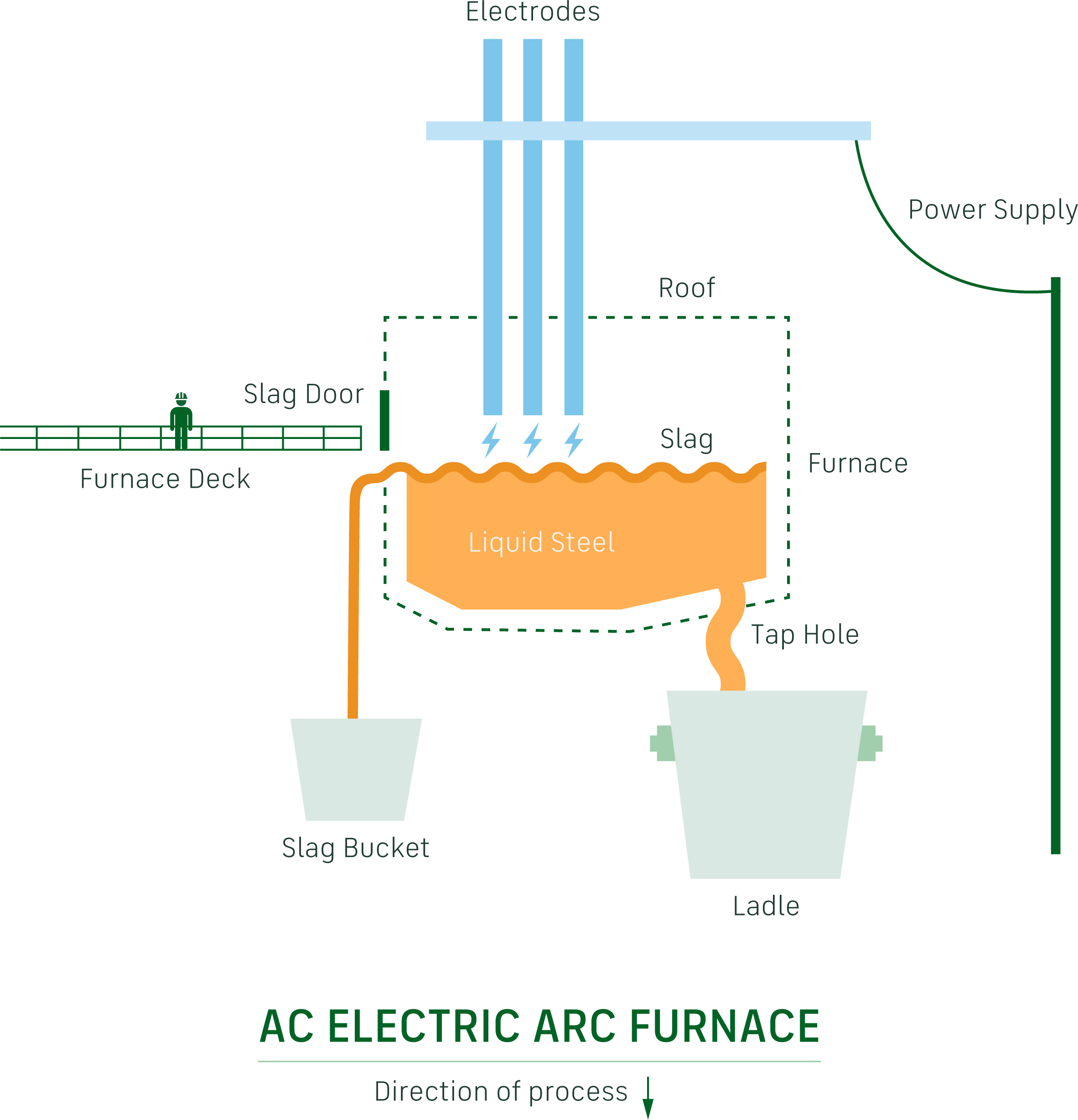
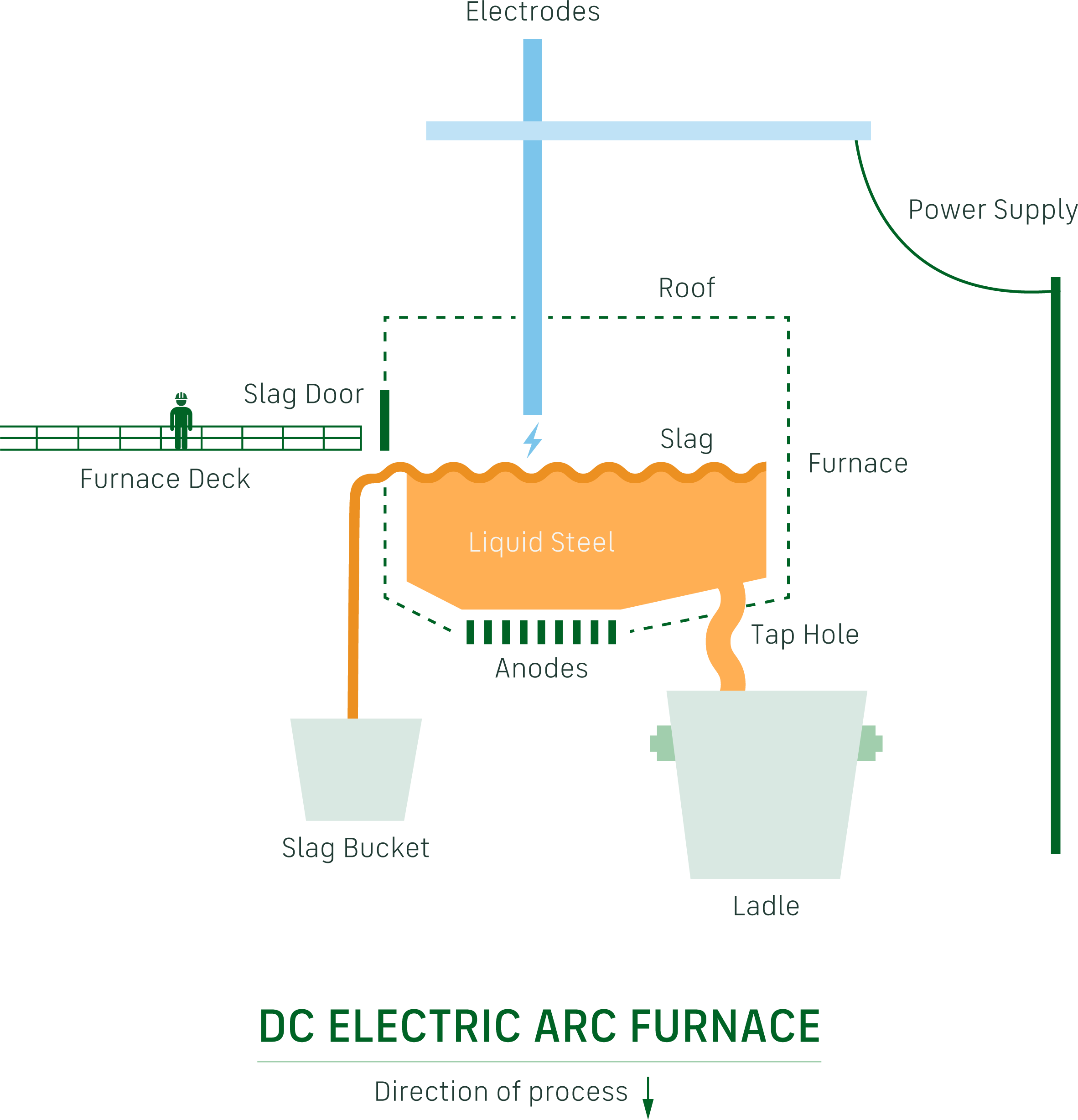
After the scrap is loaded, the furnace roof is lowered and (depending on what type of EAF is being used) a single large electrode (DC) or three smaller electrodes made of graphite (AC) are lowered into the furnace to create an electric arc that generates the extreme heat necessary to melt the steel, which has a melting point around 2,950 °F or 1,621 °C.
During this stage, scrap substitutes such as direct reduced iron (DRI), hot briquetted iron (HBI) or pig iron can also be added to achieve the desired chemical composition of the steel. As the steel is being melted, slag is created using fluxes like limestone and dolomite, which is very important to the steelmaking process.
Slag is less dense than the steel and floats on top of the liquid steel, where it serves three primary functions:
- a. Refines the chemistry of the steel
- b. Protects the refractories of the steelmaking equipment
- c. Regulates the temperature by directing the heat into steel
Once the molten steel reaches the desired composition and temperature, the slag floating on top of the liquid steel is removed by tipping the furnace and pouring it into a pot below. Once the slag has been removed, the steel is “tapped” from the bottom of the furnace into the ladle, a heat-resistant vessel that is used to transport the liquid steel to the ladle metallurgy furnace (LMF) for additional chemical refinement. Like steel, slag is 100% recyclable and is used in applications like construction gravel, agricultural soil remediation and as an aggregate in asphalt used to make roads.
2. Chemistry Modification at Ladle Metallurgy Furnace (LMF)
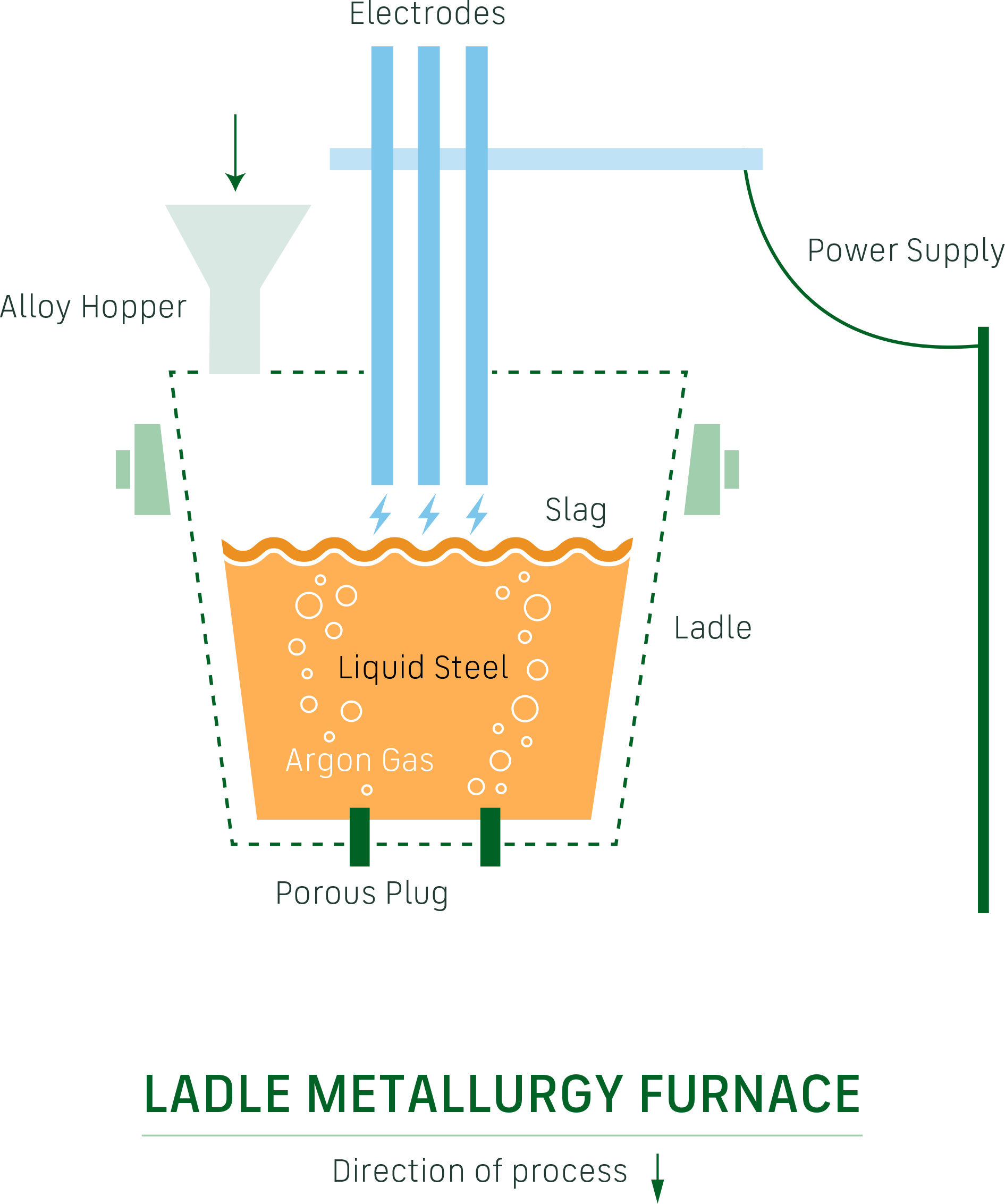
The ladle metallurgy furnace (LMF) refines the chemistry of the steel. Three smaller electrodes are used to ensure the proper temperatures are achieved. At the LMF, oxygen is removed by adding aluminum, which is known as “killing” or “de-oxidizing” the steel. Like at the EAF, slag is essential to steelmaking, and it is again created at the LMF to ensure the temperature is properly controlled, the refractories of the equipment are protected, and the chemistry is properly modified.
Additionally, sulfur is removed, alloys are added, and inclusions are removed or chemically modified to ensure cleanliness or purity for the final product. Alloys like carbon, manganese, titanium and nickel are added to make specific grades and stirred in the ladle with argon gas that passes through two porous plugs located at the bottom of the ladle.
3. Casting and Solidification
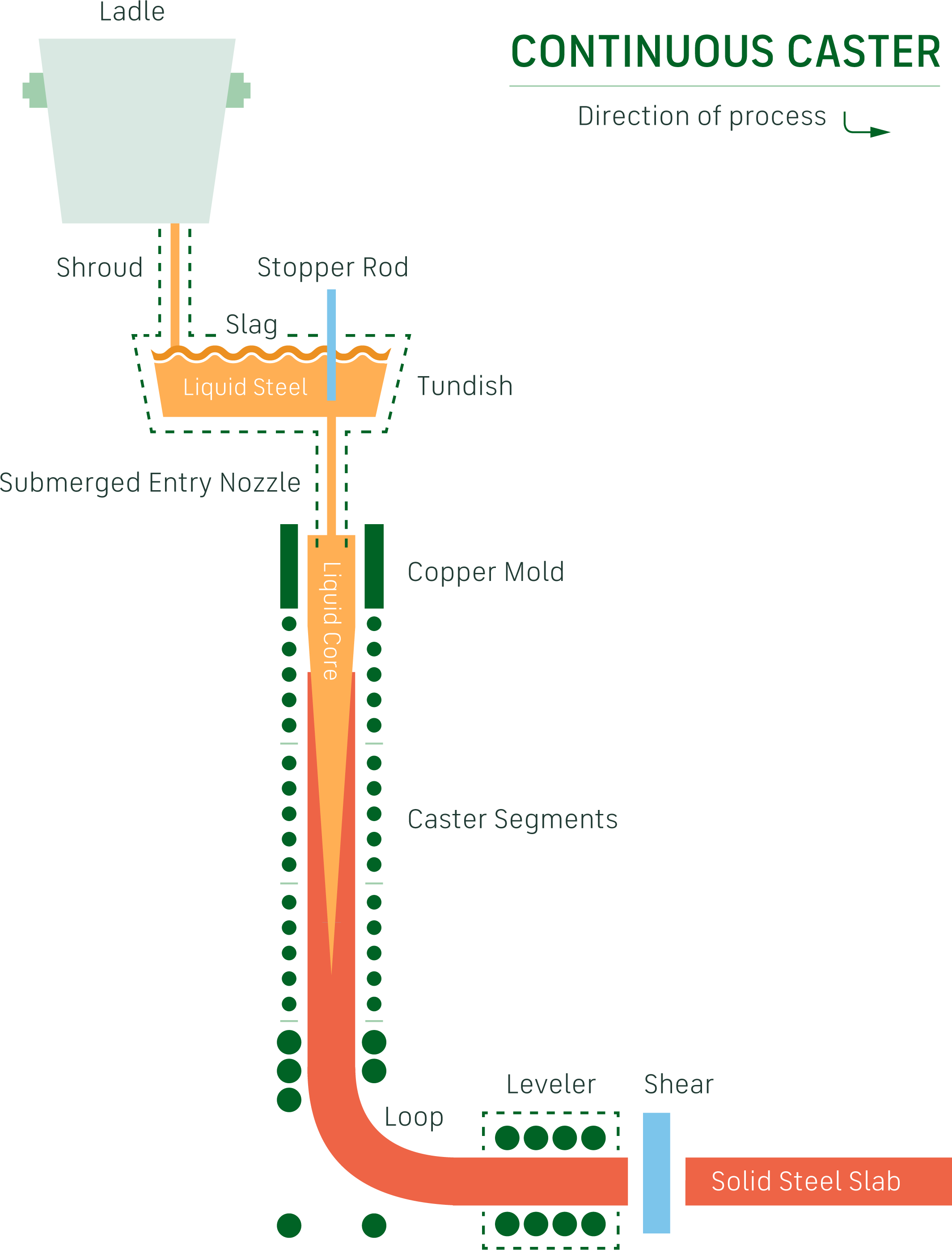
Once the proper chemistry and internal cleanliness have been achieved, the ladle transports molten steel to the continuous caster, which solidifies the steel into slabs with a rectangular cross-section necessary for producing hot-rolled coils (HRC). Continuous casters can also create other shapes, such as billets, beam blanks, bars and blooms for various products. The molten steel is tapped from the bottom of the ladle into an intermediary reservoir called the tundish, which ensures a continuous, steady flow of liquid steel into the mold below.
The mold is a copper-lined, water-cooled container that creates a solid outer steel shell that contains the remaining liquid steel at the core. As the partially solidified slab exits the mold, it is pulled downward through the rest of the caster, which has special rolls and cooling sprays designed to completely solidify the slab before it exits the caster as a continuous strand (i.e., slab, beam, billet or bloom, depending on the mold size and projected end product). This process happens quickly; at Nucor EAF steel mills, one slab is cast about every six minutes, containing the steel equivalent of about 20 cars.
4. Hot Rolling and Coiling
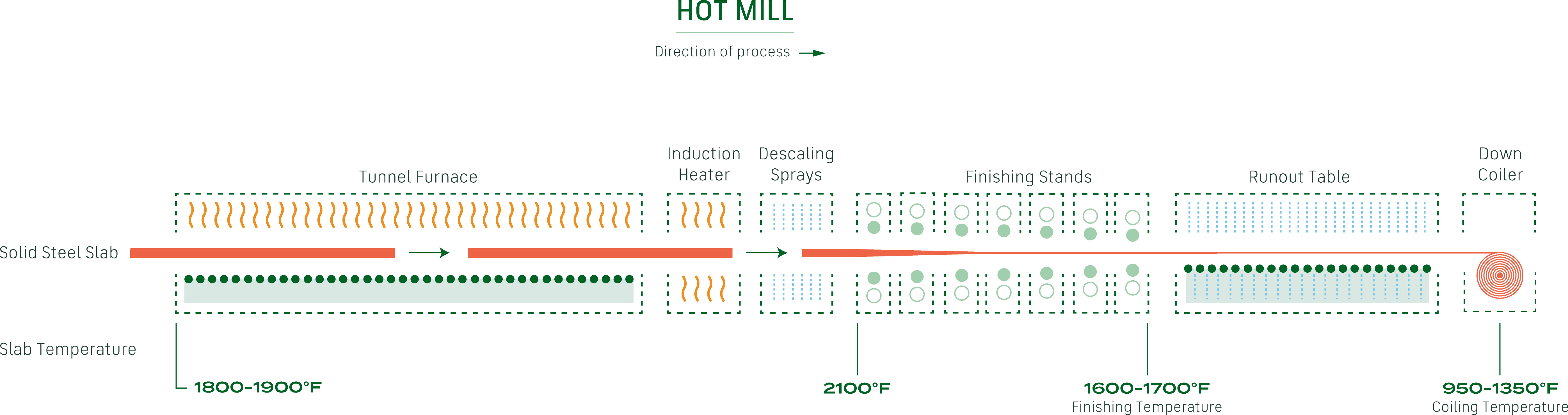
In a flat-rolled sheet mill, the slab exits the caster and immediately enters the tunnel furnace, which heats it to a uniform temperature of approximately 2,100 °F. From there, it passes through the descaler, where about 4,000 psi of water is sprayed on the top and bottom surfaces to remove the scale (i.e., iron oxide) that has formed on its surface.
Exiting the descaler, the slab is then rolled through the hot mill, which utilizes multiple in-line rolling stands (i.e., roughing and finishing mills) that reduce the thickness of the slab to the final ordered thickness to produce hot rolled sheet steel. The sheet steel exits the mill at around 1,650 °F and passes through the runout table, which has top and bottom water sprays to cool the sheet steel to targeted temperatures between 950 °F and 1,350 °F before it is wrapped into a coil at the down coiler. Although it takes approximately two to three hours to make a hot-rolled coil (HRC), it takes two to three days for it to cool down enough to be packaged and transported to customers.
EAF and the Circularity of Steel
In contrast with the integrated BF-BOF steelmaking method that primarily uses extracted raw materials and produces higher carbon emissions, EAF steelmaking is a circular process. In this continuous recycling process, recycled materials are used to create new steel, which eventually becomes scrap at the end of its useful life. Scrap-based EAFs are capable of producing a full range of high-quality steel products for a wide range of industries.
Nucor, North America’s largest steel manufacturer and recycler, pioneered the circular steelmaking industry over fifty years ago, starting with our first EAF mill in 1969 in Darlington, South Carolina. Nucor has never used traditional blast furnace (BF-BOF) technology — all of our mills use EAFs to make low-embodied carbon steel that contributes to a circular, more sustainable economy.
Learn about Nucor’s role in role in helping to create a circular economy: Nucor Sustainability